



 |
NPT thread standar injeksi plastik injeksi pipa dengan bahan baku PA6 GF35
Detail produk:
| Tempat asal: | Cina |
| Nama merek: | FORWA |
| Sertifikasi: | ISO9001:2008 ISO14001:2004 |
| Nomor model: | F16123 |
Syarat-syarat pembayaran & pengiriman:
| Kuantitas min Order: | 1set |
|---|---|
| Harga: | negotiable |
| Kemasan rincian: | Cetakan: dikemas dengan karton kayu, Bagian plastik: kotak |
| Waktu pengiriman: | 35 hari T1 |
| Syarat-syarat pembayaran: | T/T |
| Menyediakan kemampuan: | 50sets per bulan |
|
Informasi Detail |
|||
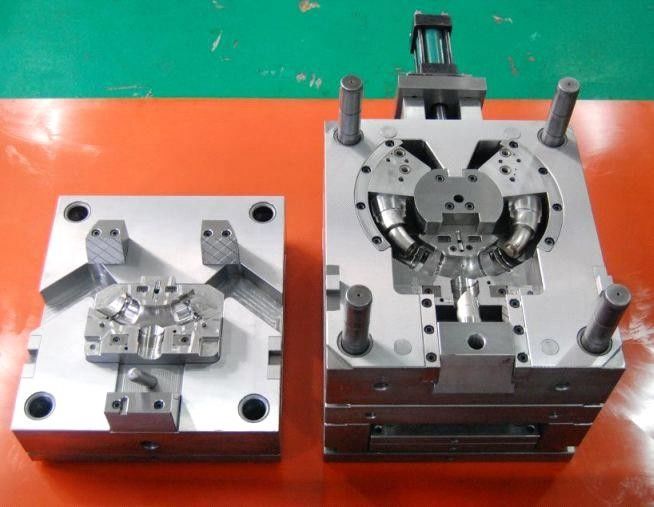
| Nama Produk: | injeksi plastik cetakan | Tipe: | buka dengan silinder hidrolik |
|---|---|---|---|
| Rongga: | 1 * 1 | Bahan inti / lubang: | 1.2343/1.2311/SKD61,S136,P20,H13,738H... |
| Permukaan Finishing: | VDI3400 27 | Runner Sistem: | Hot pelari |
| Standar: | HASCO | Bahan baku: | PA6 GF35 |
| Menyoroti: | injeksi molding undercuts,injection molding benang internal |
||
Deskripsi Produk
NPT ulir standar jenis ulir pipa dari cetakan injeksi
Spesifikasi:
FORWA Precise Plastic Mould Co Ltd adalah perusahaan cetakan injeksi plastik bersertifikat ISO 9001: 2008 yang memasok
cetakan injeksi plastik
desain cetakan injeksi plastik
cetakan injeksi plastik yang berkualitas tinggi, cetakan injeksi plastik ... Kami bangga menghadirkan kepada Anda kualitas dan kecepatan yang Anda harapkan dari cetakan injeksi plastik Viewmold. Kami percaya kami akan menjadi pemasok pilihan Anda. Cukup beri Viewmold email atau kirim penawaran online. Tim spesialis penawaran kami adalah yang paling responsif dan paling aktif.
Jenis dan Tujuan Thread Pipa
Tinjauan Umum: Berbagai jenis ulir sekrup telah berevolusi untuk pengikat, dan sistem hidrolik. Yang menjadi perhatian khusus adalah sambungan berulir plastik-ke-logam, lancip / paralel di sirkuit hidrolik. Diskusi dan rekomendasi disediakan untuk menciptakan kesadaran akan berbagai tipe eads dan bagaimana mereka digunakan.
Seiring waktu, berbagai jenis ulir sekrup telah dikembangkan. Aplikasi termasuk komponen pengikat, dan sirkuit hidrolik dan pneumatik. Pada abad kesembilan belas, produsen yang membutuhkan pengencang akan merancang sistem mereka sendiri. Ini menghasilkan masalah kompatibilitas. Insinyur dan penemu mekanik Inggris, Sir Joseph Whitworth merancang sistem threading yang seragam pada tahun 1841 untuk mengatasi kesulitan-kesulitan ini. Bentuk benang Whitworth didasarkan pada sudut ulir 55 derajat dengan akar bulat dan puncak.
Di Amerika, William Sellers menetapkan standar untuk mur, baut, dan sekrup yang menjadi National Pipe Tapered Thread (NPT) pada tahun 1864. Sudut ulir 60 derajatnya, yang umum digunakan oleh pembuat jam Amerika awal, memungkinkan Revolusi Industri Amerika. Bentuk utas ini kemudian menjadi Standar Nasional Amerika.
Bentuk benang Whitworth dipilih sebagai benang penghubung untuk pipa, yang dibuat sendiri dengan memotong setidaknya satu dari benang pada lancip. Ini dikenal sebagai benang Pipa Standar Inggris (BSP Taper atau BSP Parallel thread). Benang Whitworth sekarang digunakan secara internasional sebagai benang standar untuk menyatukan pipa baja karbon rendah.
Sambungan yang paling dikenal dan paling banyak digunakan di mana benang pipa menyediakan sambungan mekanis dan segel hidrolik adalah American National Pipe Tapered Thread, atau NPT. NPT memiliki benang jantan dan betina yang meruncing dengan segel Teflon tape atau gabungan senyawa.
Benang pipa yang digunakan dalam cir hidrolik dapat dibagi menjadi dua jenis:
a) Sambungan benang - benang pipa untuk sambungan membuat tekanan kencang dengan menyegel benang dan meruncing benang eksternal dan paralel atau meruncing internal. Efek penyegelan ditingkatkan dengan menggunakan senyawa sambungan.
b) Benang pengikat? adalah benang pipa di mana sambungan pengencang tekanan tidak dibuat pada ulir. Kedua benang sejajar dan penyegelan dipengaruhi oleh kompresi bahan lunak ke benang eksternal, atau gasket datar.
Forwa-Mould, berlokasi di Dongguan, Cina, adalah produsen cetakan injeksi plastik profesional dengan pengalaman bertahun-tahun di bidang ini. Kami dapat menyediakan cetakan mengeras kompleks, prototipe dan cetakan lunak presisi tinggi.
Kami dilengkapi CNC kecepatan tinggi, potongan kawat di rumah. Kami menggunakan perangkat lunak (yaitu UG, Pro-E, IGS, Master Cam, AutoCAD, dan Solidwork) untuk desain cetakan dan analisis MoldFlow untuk pelanggan kami sebelum pembuatan cetakan. Komponen standar yang kami gunakan untuk membuat cetakan dibeli dari DME, HASCO dll. Juga, COC untuk semua baja yang kami beli akan disediakan.
Komponen bagian yang sangat penting dalam pembuatan produk untuk berbagai industri dan aplikasi termasuk:
- Medis
- Elektronik
- Automotiv
- Industri
- Konsumen
- Telekomunikasi
- Lingkungan
- Komputer
- Titik pembelian
- Militer
- Konstruksi
- Keamanan
Benang jantan lebih mudah diproduksi dibandingkan dengan benang betina. Ulir jantan dilemparkan sebagai cetakan injeksi terbuka dan tertutup kecuali dalam beberapa kasus di mana sisa bagian desain menentukan di mana garis perpisahan akan ditempatkan. Jika ulir jantan perlu dilemparkan ke posisi vertikal, penggunaan aksi cam atau slide aksi hidraulik diperlukan karena undercut yang dihasilkan dari ulir.
Sebaliknya, casting thread perempuan selalu menghadirkan situasi undercut. Jenis benang ini harus dilepas untuk melepaskan bagian dari cetakan injeksi. Ada berbagai cara untuk mencapai hal ini. Cara yang paling umum digunakan adalah dengan motor hidrolik atau listrik yang secara otomatis membuka inti berulir dari bagian cetakan. Motor hidrolik adalah opsi yang paling murah. Core berulir memiliki roda gigi wurm terpasang yang pasangan dengan gigi penggerak utama. Ada rantai yang menghubungkan roda gigi penggerak cetakan dengan roda gigi pada poros motor penggerak. Ada beberapa opsi berbeda untuk melepaskan inti yang terkadang ditentukan oleh desain bagian. Aplikasi yang paling umum adalah setelah cetakan injeksi terbuka, inti dibuka oleh aktuasi motor membuka. Waktu dapat diatur sehingga motor berhenti setelah bagian terlepas dari inti. Dalam aplikasi ini bagian perlu diadakan di tempat sehingga bagian tidak berputar selama siklus buka tutup. Ini bisa dicapai dengan berbagai desain. Sekali lagi, ini selalu ditentukan oleh desain bagian. Dalam beberapa kasus, ulir harus dibuka sebelum cetakan terbuka. Ini dicapai oleh pengatur waktu dan / atau kontrol mesin. Biasanya, opsi untuk mencetak benang betina ini dimasukkan untuk bagian produksi yang tinggi karena biaya yang dikeluarkan.
Dalam kasus volume rendah dan prototipe cetakan bagian , benang perempuan dilemparkan dengan inti yang diisi tangan. Dalam proses ini, benang biasanya ditumbuk di atas tiga inti yang diisi dengan tangan. Satu core perlu dimasukkan ke dalam cetakan dengan cara menemukan pin untuk memposisikan inti ke posisi terbuka cetakan. Cetakan kemudian melewati siklus cetakan injeksi . Setelah cetakan terbuka, bagian dikeluarkan dengan inti yang terpasang tangan. Inti yang diisi dengan tangan dimasukkan ke dalam cetakan. Selama siklus pencetakan berikutnya, inti yang diisi dengan tangan yang dikeluarkan dengan bagian setelah siklus sebelumnya secara manual dibuka dari bagian cetakan. Proses ini biasanya menggandakan waktu siklus dari bagian cetakan injeksi yang berlaku menaikkan harga bagian tetapi sangat hemat biaya dalam memproduksi bagian prototipe.
Opsi lain untuk melemparkan utas betina adalah dengan menggunakan inti yang dapat dilipat, tetapi ini adalah opsi yang sangat mahal. Dengan menggunakan inti yang dapat dilipat ini pada dasarnya cetakan injeksi dianggap sebagai cetakan yang terbuka dan tertutup.
Ini adalah beberapa opsi paling umum untuk memproduksi benang pada bagian cetakan injeksi. Utas ini dapat dilemparkan ke toleransi +/- .002.
