

 |
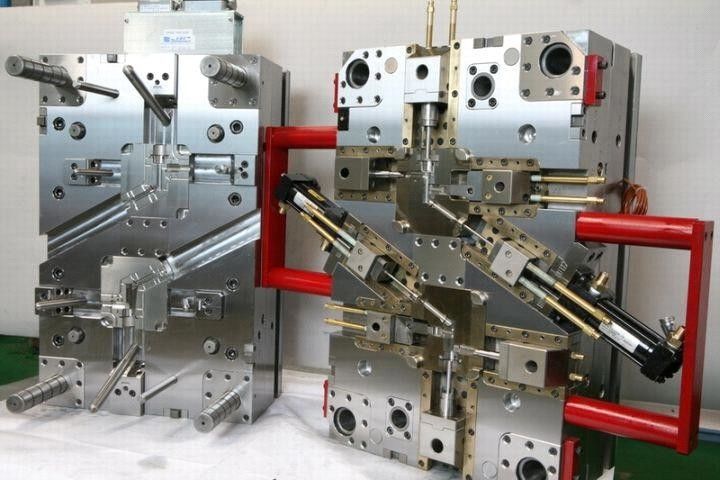
Injection Molding Threads mold Memutar inti dengan silinder hidrolik
Detail produk:
| Tempat asal: | Cina |
| Nama merek: | FORWA |
| Sertifikasi: | ISO9001:2008 ISO14001:2004 |
| Nomor model: | F16122 |
Syarat-syarat pembayaran & pengiriman:
| Kuantitas min Order: | 1set |
|---|---|
| Harga: | negotiation |
| Kemasan rincian: | Cetakan: dikemas dengan karton kayu, Bagian plastik: kotak |
| Waktu pengiriman: | 35 hari T1 |
| Syarat-syarat pembayaran: | T/T |
| Menyediakan kemampuan: | 50sets per bulan |
|
Informasi Detail |
|||
| Nama Produk: | injeksi plastik cetakan | Tipe: | buka dengan silinder hidrolik |
|---|---|---|---|
| Rongga: | 1 * 1 | Bahan inti / lubang: | 1.2343/1.2311/SKD61,S136,P20,H13,738H... |
| Permukaan Finishing: | VDI3400 27 | Runner Sistem: | Hot pelari |
| Standar: | HASCO | Bahan baku: | PA6 GF35 |
| Cahaya Tinggi: | dibentuk di sisipan ulir,benang internal injection molding |
||
Deskripsi Produk
Injection Molding Threads mold Memutar inti dengan silinder hidrolik
Inti berputar dengan ulir cetak injeksi silinder hidrolik
Spesifikasi:
| Membuka otomatis | Ukuran | Tergantung pada kebutuhan pelanggan (2D / 3D) |
| Warna | multi | |
| Fungsi | Ulir dengan silinder hidrolik | |
| MENGGUNAKAN | Dengan membuka tutup secara manual atau otomatis. Silinder hidrolik: merek impor atau Cina | |
| Merek | Canon, Epson, Brother, Sony, Tyco, Audi, Honda, Toyota dan Flextronics, Fuji Xerox, HP, JST, Kyocera, Panasonic, BMW, Sanyo, ZTW | |
| Cetakan | Mengetik | Cetakan prototipe dan cetakan seri / produksi |
| Standar | Hasco, DME, LKM, FUTABA, lainnya | |
| Bahan Rongga / Inti | 1.2343 / 1.2311 / SKD61, S136, NAK80, H13.738H, lainnya | |
| Injeksi | Pelari dingin / pelari panas (Moldmaster, YUDO, INCOE, HUSKY, MOLD-TIP, lainnya | |
| Siklus hidup | 500r ~ 1000rb tembakan | |
| Layanan | Layanan satu atap | Desain- Mockup- Pabrikan- Majelis |
| Desain | Platform teknis CAD / CAM dan sistem switching data teknik yang sempurna yang memungkinkan kami memiliki pilihan elastis untuk menawarkan layanan kepada pelanggan kami. UG 4.0 DXF, DWF, PRT, SAT, IGES, atau format STE untuk desain dan tata letak cetakan | |
| Maket | Laser mockup cepat / proses mockup CNC | |
| Pabrikan | Cetakan prototipe, cetakan produksi, produksi komponen plastik | |
| QC | Instrumen pendeteksi akurat terbaru Inspektur terlatih dan terampil Umpan balik tepat waktu untuk departemen manufaktur Tingkat hasil tinggi dan pengiriman tepat waktu | |
| Pengiriman | SAMPEL DIKIRIM OLEH FEDEX, DHL, TNT, UPS Pengiriman laut atau udara untuk produksi cetakan / massal |
Forwa-Mould, berlokasi di Dongguan, Cina, adalah produsen cetakan injeksi plastik profesional dengan pengalaman bertahun-tahun di bidang ini. Kami dapat menyediakan cetakan mengeras kompleks, prototipe dan cetakan lunak presisi tinggi.
Kami dilengkapi CNC kecepatan tinggi, potongan kawat di rumah. Kami menggunakan perangkat lunak (yaitu UG, Pro-E, IGS, Master Cam, AutoCAD, dan Solidwork) untuk desain cetakan dan analisis MoldFlow untuk pelanggan kami sebelum pembuatan cetakan. Komponen standar yang kami gunakan untuk membuat cetakan dibeli dari DME, HASCO dll. Juga, COC untuk semua baja yang kami beli akan disediakan.
Mould Threads memberdayakan para insinyur untuk mencapai visi mereka untuk bagian-bagian yang dibentuk khusus dalam fungsi, daya tahan, dan kualitas dengan tetap menjaga integritas desain.
Kegemaran Thread Mould untuk kualitas telah membuat kami menjadi pemimpin dalam desain, perkakas, dan pencetakan bagian cetakan yang disuntikkan. Bagian komponen yang sangat penting dalam pembuatan produk untuk berbagai industri dan aplikasi termasuk:
- Medis
- Elektronik
- Automotiv
- Industri
- Konsumen
- Telekomunikasi
- Lingkungan
- Komputer
- Titik pembelian
- Militer
- Konstruksi
- Keamanan
Benang jantan lebih mudah diproduksi dibandingkan dengan benang betina. Ulir jantan dilemparkan sebagai cetakan injeksi terbuka dan tertutup kecuali dalam beberapa kasus di mana sisa bagian desain menentukan di mana garis perpisahan akan ditempatkan. Jika ulir jantan perlu dilemparkan ke posisi vertikal, penggunaan aksi cam atau slide aksi hidraulik diperlukan karena undercut yang dihasilkan dari ulir.
Sebaliknya, casting thread perempuan selalu menghadirkan situasi undercut. Jenis benang ini harus dilepas untuk melepaskan bagian dari cetakan injeksi. Ada berbagai cara untuk mencapai hal ini. Cara yang paling umum digunakan adalah dengan motor hidrolik atau listrik yang secara otomatis membuka inti berulir dari bagian cetakan. Motor hidrolik adalah opsi yang paling murah. Core berulir memiliki roda gigi wurm terpasang yang pasangan dengan gigi penggerak utama. Ada rantai yang menghubungkan roda gigi penggerak cetakan dengan roda gigi pada poros motor penggerak. Ada beberapa opsi berbeda untuk melepaskan inti yang terkadang ditentukan oleh desain bagian. Aplikasi yang paling umum adalah setelah cetakan injeksi terbuka, inti dibuka oleh aktuasi motor membuka. Waktu dapat diatur sehingga motor berhenti setelah bagian terlepas dari inti. Dalam aplikasi ini bagian perlu diadakan di tempat sehingga bagian tidak berputar selama siklus buka tutup. Ini bisa dicapai dengan berbagai desain. Sekali lagi, ini selalu ditentukan oleh desain bagian. Dalam beberapa kasus, ulir harus dibuka sebelum cetakan terbuka. Ini dicapai oleh pengatur waktu dan / atau kontrol mesin. Biasanya, opsi untuk mencetak benang betina ini dimasukkan untuk bagian produksi yang tinggi karena biaya yang dikeluarkan.
Dalam kasus volume rendah dan prototipe cetakan bagian , benang perempuan dilemparkan dengan inti yang diisi tangan. Dalam proses ini, benang biasanya ditumbuk di atas tiga inti yang diisi dengan tangan. Satu core perlu dimasukkan ke dalam cetakan dengan cara menemukan pin untuk memposisikan inti ke posisi terbuka cetakan. Cetakan kemudian melewati siklus cetakan injeksi . Setelah cetakan terbuka, bagian dikeluarkan dengan inti yang terpasang tangan. Inti yang diisi dengan tangan dimasukkan ke dalam cetakan. Selama siklus pencetakan berikutnya, inti yang diisi dengan tangan yang dikeluarkan dengan bagian setelah siklus sebelumnya secara manual dibuka dari bagian cetakan. Proses ini biasanya menggandakan waktu siklus dari bagian cetakan injeksi yang berlaku menaikkan harga bagian tetapi sangat hemat biaya dalam memproduksi bagian prototipe.
Opsi lain untuk melemparkan utas betina adalah dengan menggunakan inti yang dapat dilipat, tetapi ini adalah opsi yang sangat mahal. Dengan menggunakan inti yang dapat dilipat ini pada dasarnya cetakan injeksi dianggap sebagai cetakan yang terbuka dan tertutup.
Ini adalah beberapa opsi paling umum untuk memproduksi benang pada bagian cetakan injeksi. Utas ini dapat dilemparkan ke toleransi +/- .002.
